
Автоматизированные линии сварки: технологии, состав и характеристики
Компания Crossline разрабатывает и внедряет комплексные сварочные системы для промышленных предприятий. Наши решения обеспечивают высокое качество сварных соединений, стабильность параметров и максимальную производственную эффективность за счёт использования роботизированных технологий и интеллектуального управления процессом сварки.
Состав автоматизированной линии сварки
Стандартная автоматизированная линия сварки включает несколько взаимосвязанных модулей, обеспечивающих полный цикл сварочного процесса:
- Сварочные роботы.
Основной элемент линии, выполняющий сварочные операции с высокой точностью. Оснащены программным управлением и системой обратной связи для контроля геометрии шва. Применяются различные типы сварки — MIG/MAG, TIG, точечная и контактная. - Манипуляторы и позиционеры.
Предназначены для фиксации и перемещения деталей во время сварки. Позволяют задавать оптимальное положение изделия и траекторию сварочного шва, повышая точность соединений и сокращая время цикла. - Конвейерные системы.
Обеспечивают автоматическую подачу и перемещение заготовок между рабочими постами, поддерживая непрерывность производственного процесса и синхронизацию всех узлов линии. - Системы подачи материалов.
Автоматически подают сварочную проволоку, защитные газы и флюсы. Это гарантирует стабильность сварочного процесса, равномерный расход материалов и снижение операционных затрат. - Системы контроля качества и инспекции швов.
Включают камеры, датчики и ультразвуковые приборы для мониторинга геометрии шва и выявления дефектов на ранней стадии. Позволяют вести статистику и архив параметров каждого сварочного соединения. - Программное обеспечение управления линией.
Централизует настройку параметров сварки, планирование операций и мониторинг производительности. Включает модули для анализа данных, диагностики оборудования и оптимизации технологических режимов.
Роботизированные комплексы для дуговой сварки
Специализированные роботизированные комплексы для дуговой сварки отличаются наличием интегрированного в руку робота шланг-пакета. Такая конструкция повышает износостойкость сварочных кабелей и обеспечивает удобное взаимодействие с периферийным оборудованием, что особенно важно при создании поточных линий с высокой плотностью сварочных узлов.

Сварочная горелка установлена соосно на шестой оси робота, что облегчает доступ при сварке кольцевых и сложных пространственных швов. Компактное устройство подачи проволоки в сочетании с интегрированным шланг-пакетом обеспечивает стабильную и свободную подачу материала даже в ограниченном пространстве.
Виды сварки, реализуемые в автоматизированных линиях
- MIG/MAG — процесс дуговой сварки с плавящимся электродом в среде инертного или активного газа, с цифровым управлением параметрами дуги.
- TIG (DC/AC) — сварка неплавящимся вольфрамовым электродом в инертной среде, применяемая для особо ответственных соединений, требующих высокой точности.
- Лазерная сварка — обеспечивает концентрированное воздействие и высокую скорость сварки, дополнена системой слежения за швом для точного позиционирования луча.
Пример организации РТК сварки в проекте линии производства дисков колес
Проект по организации производственного цеха по изготовлению колесных дисков с полной автоматизацией загрузки-выгрузки деталей и централизованным управлением процессами.
Цель проекта
Создание централизованного высокотехнологичного производства с полной автоматизацией ключевых процессов — от загрузки сырья до выгрузки готовых изделий под управлением единой системы.
Задачи проекта:
- Концентрация мощностей: Объединение ранее разрозненных производственных участков на одной площадке.
- Повышение эффективности: Снижение трудоемкости за счет роботизации и оптимизации технологических потоков.
- Минимизация оборудования: Внедрение многофункциональных комплексов вместо парка узкоспециализированных станков.
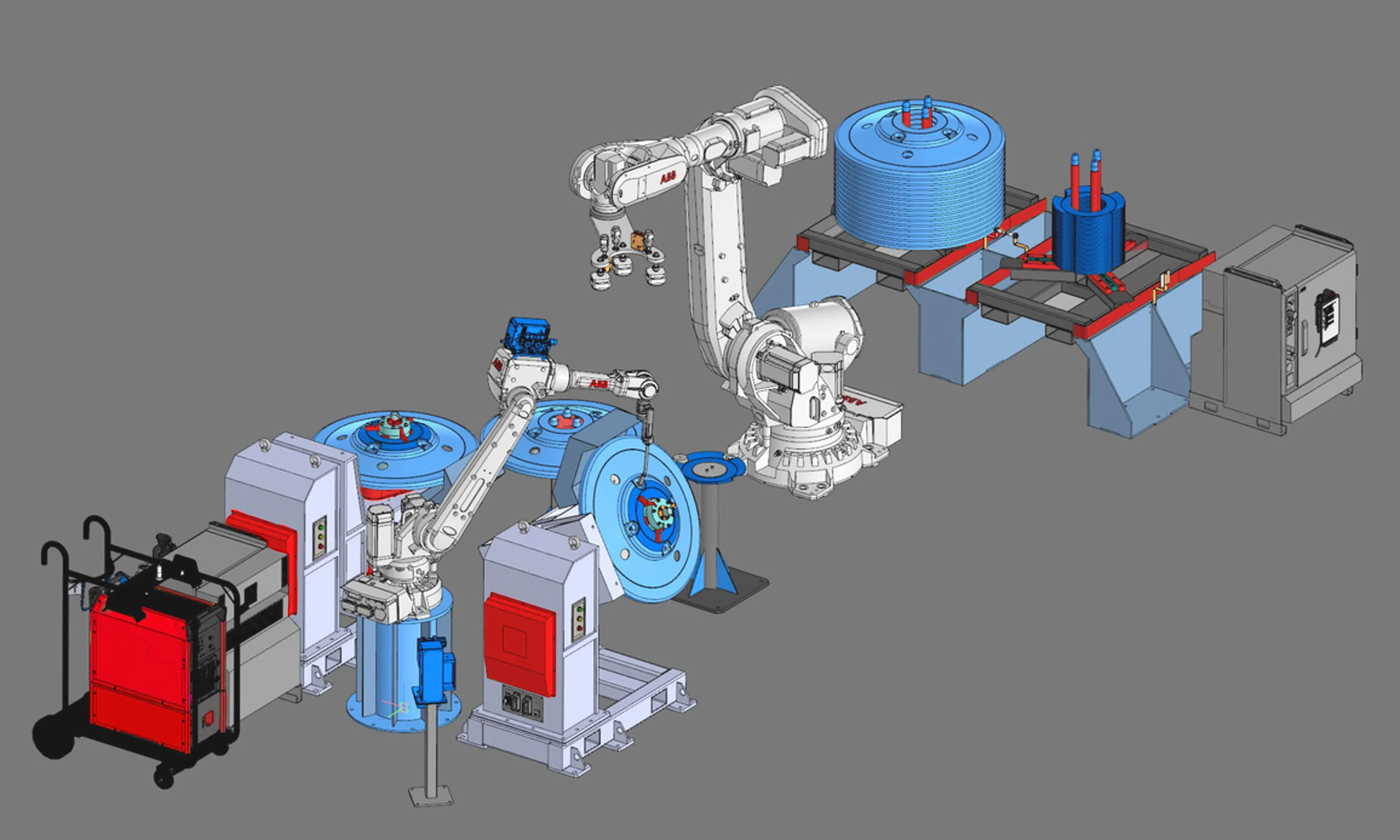
Описание сварочного роботизированного комплекса (РТК)
Сварочный участок является критически важным технологическим звеном, отвечающим за создание неразъемного соединения ступицы (центральной части) и обода колесного диска.
Основная задача — обеспечение высочайшего, стабильного качества шва при минимальном участии оператора и максимальной повторяемости процессов.
В состав линии интегрированы два идентичных роботизированных сварочных поста (РТК), образующих единый автоматизированный комплекс.
Каждый пост включает:
- Робот-манипулятор для дуговой сварки (ABB): Обеспечивает точное позиционирование и движение горелки по сложной пространственной траектории.
- Двухосевой робот-позиционер (кантователь): Сервоуправляемое устройство для точной ориентации и вращения сварочного узла (ступица в ободе), позволяющее вести сварку в оптимальном положении.
- Источник сварочного тока и система подачи проволоки (ESAB): Обеспечивает стабильный процесс сварки в среде защитных газов (MAG/MIG).
- Система технического зрения: Используется для определения положения кромок и автоматической коррекции траектории робота, компенсируя возможные отклонения заготовок.
Вспомогательное оборудование:
- Система дымоудаления для поддержания чистоты воздуха в зоне сварки.
- Дробеструйная установка для локальной очистки сварных швов или подготовительной обработки кромок (в зависимости от заложенного техпроцесса).
Комплекс сварки:
- Оборудование для дымоудаления,
- Оборудование для сварки в среде защитных газов,
- Дробеструйная установка очистки изделий,
- Робот дуговой сварки, робот-позиционер двухосевой, робот-манипулятор.




